Cut/MMA-100 Eco 380V 19.5kVA 4-5bar Saldatrice al plasma personalizzata Pilota centrale in acciaio al carbonio Tagliatrice





Il plasma è un gas riscaldato a temperature estremamente elevate e altamente ionizzato.Trasferirà la potenza dell'arco al pezzo.Il calore elevato scioglierà e soffierà via il pezzo per formare lo stato di lavoro del taglio ad arco al plasma.Dopo che l'aria compressa entra nel cannello da taglio, viene distribuita dalla camera a gas per formare gas plasma e gas ausiliario.L'arco di gas plasma fonde il metallo, mentre il gas ausiliario raffredda tutte le parti del cannello da taglio e soffia via il metallo fuso.L'alimentatore di taglio comprende due parti: circuito principale e circuito di controllo.Lo schema a blocchi del principio elettrico è mostrato in figura: il circuito principale comprende contattore, trasformatore di potenza trifase ad alta reattanza di dispersione, raddrizzatore a ponte trifase, bobina di innesco dell'arco ad alta frequenza ed elementi di protezione.Un'elevata reattanza di dispersione porta a caratteristiche esterne ripide dell'alimentazione.Il circuito di controllo completa l'intero processo di taglio attraverso l'interruttore a pulsante sulla torcia di taglio: pre ventilazione – alimentazione circuito principale – innesco arco ad alta frequenza – processo di taglio – arresto arco – stop.L'alimentazione del circuito principale è controllata dal contattore;L'apertura e la chiusura del gas è comandata da un'elettrovalvola;Il circuito di controllo controlla l'oscillatore ad alta frequenza per accendere l'arco e interrompe l'alta frequenza dopo che l'arco si è stabilito.Inoltre, il circuito di controllo ha anche le seguenti funzioni di blocco interno: 1. L'interruttore di controllo termico agisce e smette di funzionare.Difetto di taglio 1) taglio incompleto: A: lo spessore della lastra supera il range applicabile dell'attrezzatura.B: la velocità di taglio è troppo alta.C: l'inclinazione del cannello da taglio è eccessiva.D: la pressione dell'aria compressa è troppo alta o troppo bassa.E: la tensione di rete è troppo bassa.2) arco plasma instabile: A: la torcia di taglio si muove troppo lentamente.B: l'alimentazione bifase riduce la tensione di lavoro.C: la pressione dell'aria compressa è troppo alta
| ELEMENTO | UNITÀ | TAGLIO/MMA-100 EXTRA | TAGLIO/MMA-100 ECO |
| Tensione di alimentazione in ingresso | V | 380V,3F | |
| Frequenza | Hz | 50/60 | |
| Capacità di ingresso nominale | KVA | 15 | |
| Corrente di uscita reale (MMA) | A | 20-280 | |
| Corrente di uscita reale (CUT) | A | 20-105 | |
| Tensione a vuoto | V | 280 | |
| Ciclo di lavoro nominale (25 gradi) | % | 60% | |
| Fattore di potenza | COS | 0,93 | |
| Pressione dell'aria | Sbarra | 4–5 | |
| Protezione della temperatura | 75 gradi | ||
| Grado protettivo dell'alloggiamento | IP23 | ||
| Adatto per elettrodo | mm | 1.6-4.0 | |
| Spessore di taglio massimo | mm | 50 | |
| Spessore di taglio pulito | mm | 28 | |
| Cavo di alimentazione | 4 mm2,4core con 3 metri | ||
| Tappo | spina industriale a 5 poli | senza spina | |
| Torcia da taglio | Torcia a connessione centrale A101 | Torcia P80 | |
| Dimensioni della ruota | 1,5 pollici | ||
| Dimensioni della macchina | cm | 51*25*56.5 | |
| Dimensioni dell'imballaggio | cm | 62*32.5*63.5 | |
| GW | Kg | 35 | |
| NW | Kg | 28 | |
| Generatore amichevole | si, sopra i 30 Kw | ||
Lista di imballaggio standard

Caratteristiche:
-Adottare la tecnologia avanzata del modulo IGBT
-Sistema di avvio Un-touch
- Colpo rapido dell'arco
-Spessore di taglio competitivo
-Funzionamento freddo, lunga durata dei materiali di consumo
-Compatibile con la trasmissione del motore
-Risparmio energetico
-Taglio rapido di materiali come Broze, Ss, Metal e così via
Accessori: Torcia da taglio connettore centrale A101 da 4 metri,regolatore,maschera,spazzola,tubo.Pinza saldante da 3 metri,morsetto massa da 3 metri

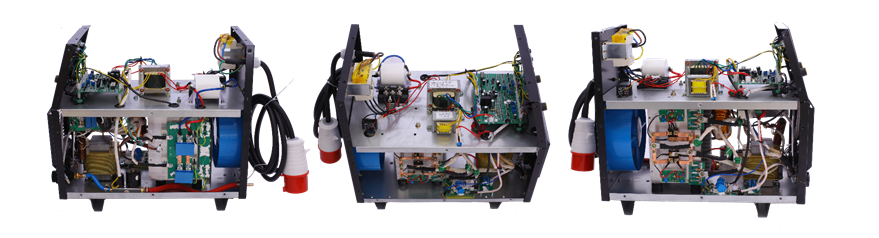
LE PROSPETTIVE PER CUT-100 XTRA, CUT-100 ECO E CUT-120 ECO SONO SIMILI

VISTA DELLA STRUTTURA INTERNA
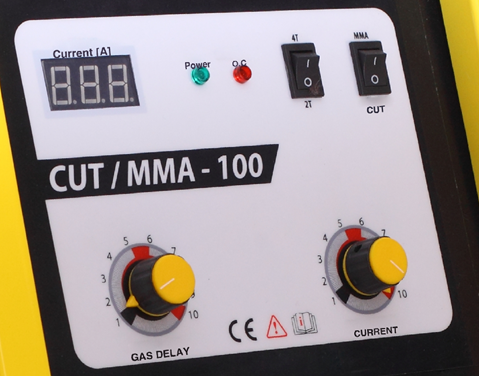
AMPIO VISTA DEL PANNELLO FRONTALE